


成套生产线 · 整体解决方案
精品单机设备 · 按需选配
全流程总包服务,从前期规划到投产售后一站式落地
工程师上门实地测量厂房尺寸、水电点位、层高、排水位置,结合车间工况规划整线布局,规避场地不合理隐患。
依据客户产能、原料种类、预算,出具设备清单、平面布置图纸、分项报价,多套方案择优选择。
整机选用304/316L不锈钢,遵循食品制药GMP标准加工,生产进度实时同步反馈客户。
设备完工送货上门,现场组装、管路对接、电气接线,空载+带料双调试,保障产线顺利投产。
现场教学设备操作、日常保养、简易故障排查,直至工人可独立整套操作生产线。
整机质保12个月,原厂配件终身供应;故障优先远程指导,及时解决设备问题。
多行业设备定制 · 一站式服务

1、制药工程:中药提取、配液、醇沉、过滤整套生产线总包
2、日化洗护:乳化、搅拌、配料、输送成套设备定制

3、食品饮料:调配罐、灭菌罐、储料罐非标加工
4、精细化工:常压储罐、反应釜、工艺管路配套


全国各地合作案例 · 实力见证

从原料处理到灌装成品,全套设备一站式交付整线涵盖椰果预处理系统(清洗、切丁、筛选、糖渍)、糖浆调配系统、椰果与糖浆混合系统、UHT超高温杀菌系统、无菌灌装系统及CIP在线清洗系统。针对椰果颗粒易沉淀、易堵塞管道的特点,项目特别设计了防沉降搅拌装置和大通径灌装阀,确保椰果颗粒在料液中分布均匀,灌装顺畅不堵塞。设备材质为SUS304不锈钢,满足食品卫生要求。整线采用PLC自动化控制,产能达到每小时1.2万瓶,产品口感清爽、椰果Q弹,上市后深受消费者喜爱。该项目从合同签订到投产仅用4个月,实现了设计、制造、安装、调试的一站式交付,客户满意度极高。

符合GMP生产标准,提取浓缩一体化设备整线包括8台6吨直桶提取罐、提取液循环系统、双效外循环浓缩器、酒精回收塔、CIP清洗系统及自动化控制系统。提取罐采用倒锥式出渣设计,出渣顺畅无残留;浓缩器采用双效节能结构,蒸汽消耗比单效降低约50%。项目特别针对该企业多品种、小批量的生产特点,设计了快速清洗和品种切换方案,批次间清洗时间缩短至30分钟以内。设备材质为SUS316L不锈钢,内壁镜面抛光,无死角,完全符合GMP洁净要求。整线通过PLC自动控制,实时记录提取温度、浓缩温度、真空度等关键工艺参数,满足药品生产可追溯要求。项目投产后,日处理中药材能力达到15吨,浓缩浸膏品质稳定,通过了药监部门的GMP认证检查。

均质乳化稳定,自动化程度高,生产效率优异全自动洗护产品(洗发水、沐浴露、护发素)乳化生产线。整线包括水相锅、油相锅、主乳化锅、均质系统、真空系统、CIP清洗系统及自动灌装线。主乳化锅采用上均质与底均质相结合的复合均质结构,均质转速达到3000rpm,可将油相和水相充分乳化,膏体细腻稳定,离心测试不分层。设备配备称重模块和流量计,实现配方自动计量和加料,批次重现性优良。加热系统采用夹套蒸汽加热和冷却水循环,升降温速度快,生产周期短。整线采用PLC+触摸屏控制,可存储100种配方,一键调用,自动完成进料、乳化、冷却、出料全过程。项目投产后,单批次产量达到2吨,日产能达到10吨,产品粘度、pH值、稳定性均达到行业领先水平。

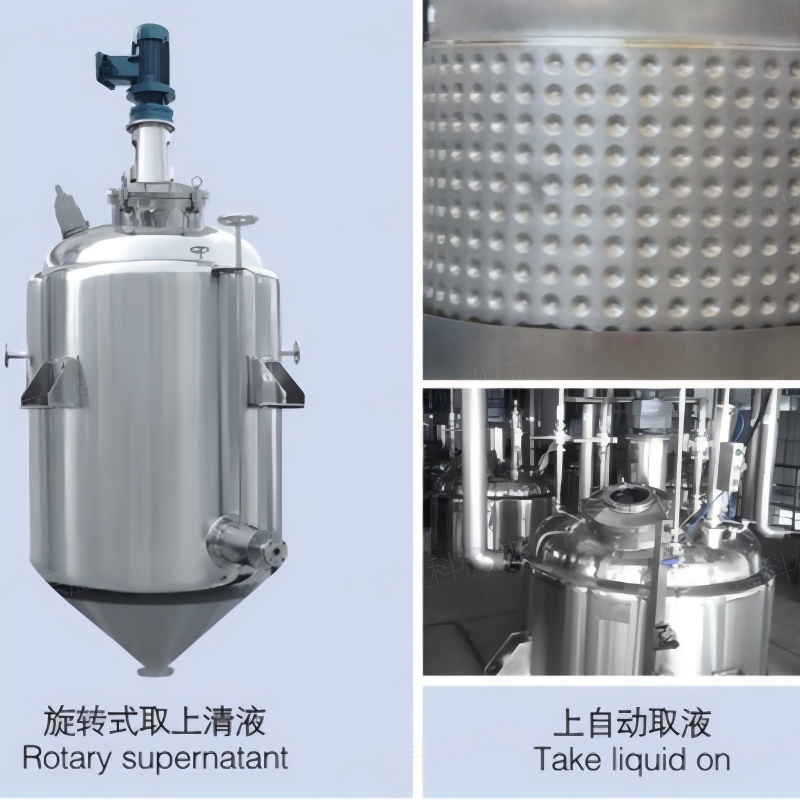
316L不锈钢材质,耐腐蚀、容积大、运行稳定储罐采用SUS316L不锈钢材质,具有良好的耐腐蚀性能,可耐受有机溶剂的长期侵蚀。罐体采用平底锥顶结构,壁厚8mm,底板厚10mm,设计压力为常压,工作温度-10℃至80℃。罐体外壁包覆100mm厚聚氨酯保温层,外层采用0.5mm铝板保护,有效减少热量散失。每台储罐配置超声波液位计、温度传感器、呼吸阀、安全阀、人孔、爬梯及操作平台。储罐基础采用钢筋混凝土环墙结构,抗风抗震设计满足当地气象条件。项目从设计、制造、运输、现场安装到调试交付,历时5个月完成。储罐投运以来运行稳定,无渗漏、无腐蚀,客户对工程质量和施工管理给予高度评价。
设备咨询 · 项目合作 · 欢迎留言

扫码添加微信咨询



















 粤公网安备44200102446098号
粤公网安备44200102446098号